
概要
| 項目 | 内容 |
|---|---|
| 材料名 | ビニルエステル樹脂 |
| 略記号 | VE、VER、EVER |
| IUPAC | 単一化合物ではなく、エポキシ樹脂と不飽和一塩基酸から得られる末端(メタ)アクリレート型オリゴマーを、スチレンなどの反応性希釈剤で架橋硬化する樹脂群であるため、材料群全体を表す単一のIUPAC名は定義しにくい。 |
| 英語名 | Vinyl Ester Resin、Epoxy Vinyl Ester Resin |
| 日本語名 | ビニルエステル樹脂、エポキシビニルエステル樹脂、エポキシメタクリレート樹脂、耐食ビニルエステル樹脂 |
| 分類 | 熱硬化性樹脂、ラジカル硬化型樹脂、FRP用マトリックス樹脂、耐食ライニング用樹脂 |
| プラスチック分類 | 汎用熱硬化性プラスチックと高機能耐食樹脂の中間に位置する材料群であり、一般的なエンジニアリング・プラスチック又はスーパーエンジニアリング・プラスチックの区分には含めない。 |
| 化学式又は代表構造 | CH2=C(CH3)C(=O)O-CH2-CH(OH)-CH2-O-[エポキシ樹脂由来骨格]-O-CH2-CH(OH)-CH2-OC(=O)C(CH3)=CH2を代表構造とし、スチレンなどのビニルモノマーで三次元架橋する。 |
| CAS No. | 樹脂組成物としては単一CAS No.で扱われない場合が多い。代表原料にはビスフェノールA型エポキシ樹脂 CAS No. 25068-38-6、メタクリル酸 CAS No. 79-41-4、スチレン CAS No. 100-42-5がある。 |
| 構造・主成分 | ビスフェノールA型又はノボラック型エポキシ樹脂由来のビニルエステルオリゴマー、スチレン又は代替反応性希釈剤、重合禁止剤、促進剤、硬化開始剤、必要に応じて充填材、難燃剤、顔料、チキソ剤、ガラス繊維又は炭素繊維から構成される。 |
| 主な用途 | 耐食FRPタンク、配管、ダクト、スクラバー、煙突ライニング、排水設備、薬液槽、船舶、風力発電部材、引抜形材、グレーチング、コンクリート防食、床材、接着剤、塗料、コーティング、複合材料マトリックス |
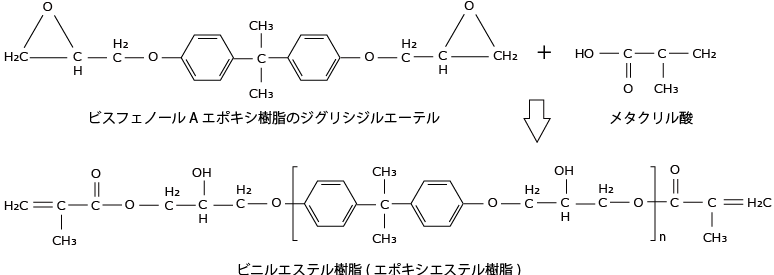
ビニルエステル樹脂は、エポキシ樹脂のオキシラン環へメタクリル酸又はアクリル酸を付加反応させ、分子末端へラジカル重合可能な不飽和基を導入した熱硬化性樹脂である。実用材料は、得られたビニルエステルオリゴマーをスチレンなどの反応性希釈剤に溶解した液状樹脂として供給され、有機過酸化物などの開始剤により三次元架橋する。
エポキシ骨格に由来する接着性、靭性、耐水性及び耐薬品性と、不飽和ポリエステル樹脂に近い含浸性、常温硬化性及び成形作業性を併せ持つ。特にガラス繊維強化プラスチックの耐食マトリックスとして重要であり、酸、アルカリ、塩類、漂白剤及び一部の有機薬品を扱うタンク、配管、ダクト、スクラバー、ライニングに使用される。
ただし、耐薬品性はビスフェノールA型、ノボラック型、臭素化型、エラストマー変性型などの樹脂骨格、反応性希釈剤、硬化度、後硬化、ガラス繊維構成、薬品濃度、温度、接触時間及び応力で大きく変化する。材料名だけで長期使用可否を判断せず、メーカーの耐食表と実液浸漬試験を併用する必要がある。
特徴
長所
- 一般的な不飽和ポリエステル樹脂よりエステル結合密度が低く、加水分解及び薬液浸透に対する抵抗性を高めやすい。
- ビスフェノールA型は耐酸性、耐アルカリ性、耐水性、靭性及び加工性のバランスが良い。
- ノボラック型は架橋密度が高く、高温、酸化性酸及び有機溶剤に対する耐性を高めやすい。
- ガラス繊維、炭素繊維、アラミド繊維への含浸性と接着性が良く、高強度FRPを形成できる。
- 常温硬化、加熱硬化、RTM、引抜成形、フィラメントワインディング、ハンドレイアップなど多様な加工法へ展開できる。
- エポキシ樹脂より一般に硬化が速く、大型構造物の現場施工や連続成形へ適用しやすい。
- 耐食ライニング、補修、二次積層に必要な接着性と耐クラック性を設計しやすい。
短所
- 未硬化樹脂にスチレンを含むグレードでは、臭気、VOC、引火性及び作業者ばく露の管理が必要である。
- 硬化収縮はエポキシ樹脂より大きい場合が多く、厚肉部では発熱、収縮応力、クラック及び反りに注意する。
- 酸素阻害により空気接触面がべたつく場合があり、パラフィン添加トップコート、フィルム養生又は後硬化が必要となることがある。
- 標準ビスフェノールA型は、ケトン、エステル、芳香族炭化水素、塩素系溶剤及び高温酸化性薬品で膨潤又は物性低下が生じる場合がある。
- 紫外線で黄変、白亜化、光沢低下が生じやすく、屋外では耐候性ゲルコート、塗装又はUV安定化が必要である。
- 硬化剤、促進剤、温度及び含水の管理が不十分な場合、未硬化、残留モノマー、耐薬品性低下及び層間接着不良が生じる。
- 熱硬化性であるため再溶融成形できず、マテリアルリサイクル性は熱可塑性樹脂より低い。
外観
未硬化樹脂は一般に無色から淡黄色又は淡褐色の透明ないし半透明な粘性液体である。チキソ剤、顔料、充填材、難燃剤を含む配合品は白色、灰色又は着色不透明となる。硬化物は淡黄色透明から半透明であるが、ガラス繊維積層体では繊維目、気泡、樹脂リッチ部及び表面ゲルコートの影響を受ける。
耐熱性
標準ビスフェノールA型の硬化物は、後硬化条件によりガラス転移温度及び荷重たわみ温度が概ね100~140℃の範囲となることが多い。ノボラック型では150℃以上のHDT又はTgを示すグレードがある。ただし、薬液中の許容使用温度は乾燥空気中のHDTより低くなる場合が多く、メーカーの薬品別最高使用温度を優先する。
耐薬品性
水、海水、塩類水溶液、多くの無機酸、アルカリ及び漂白剤に対して良好な耐性を示すグレードが多い。標準型とノボラック型では耐溶剤性及び高温耐食性が異なり、アセトン、MEK、酢酸エチル、ジクロロメタン、トルエンなどは膨潤、軟化、クラック又は強度低下を生じる可能性がある。FRPでは樹脂単体だけでなく、ガラス繊維の耐アルカリ性、界面、ボイド、切断端面及び二次接着部も評価する必要がある。
加工性
液状で繊維への濡れ性が良く、ハンドレイアップ、スプレーアップ、RTM、VaRTM、真空注入、引抜成形、フィラメントワインディング、遠心成形、注型及びライニングに適する。グレードにより粘度、チキソ性、ゲルタイム、発熱ピーク、低収縮性、空気乾燥性及び二次接着性が異なるため、成形法に適した専用グレードを選定する。
分類上の注意
ビニルエステル樹脂は、名称に「ビニル」を含むが、ポリ塩化ビニルなどの熱可塑性ビニル系樹脂とは異なる。FRP分野のビニルエステル樹脂とUV硬化分野のエポキシアクリレートは化学構造が近く、呼称が重なる場合があるが、反応性希釈剤、硬化方法、粘度、用途及び供給形態を確認して区別する必要がある。
構造式
代表的な構造単位
代表例として、ビスフェノールA型エポキシ樹脂の両末端へメタクリル酸を付加したビニルエステルオリゴマーを示す。実際の分子量、繰返し数、末端基、分岐及び反応性希釈剤はグレードにより異なる。

モノマー又は構成単位
| 構成要素 | 代表例 | 構造・役割 | 物性への主な影響 |
|---|---|---|---|
| エポキシ樹脂骨格 | ビスフェノールA型、ビスフェノールF型、ノボラック型 | 芳香環、エーテル結合、二級水酸基を含む骨格を形成する。 | 接着性、靭性、耐薬品性、耐熱性、粘度 |
| 不飽和一塩基酸 | メタクリル酸、アクリル酸 | エポキシ基へ付加し、末端(メタ)アクリレート基を導入する。 | 硬化速度、架橋構造、収縮、耐熱性 |
| 反応性希釈剤 | スチレン、ビニルトルエン、各種低VOC反応性モノマー | 粘度を下げると同時に、硬化時に共重合して架橋成分となる。 | 含浸性、VOC、硬化収縮、耐薬品性、臭気 |
| 開始剤・促進剤 | MEKP、BPO、過酸化物、コバルト塩、アミン系促進剤 | ラジカルを発生させ、常温又は加熱で硬化を開始する。 | ゲルタイム、発熱、硬化度、作業可能時間 |
| 強化材 | Eガラス、Cガラス、ECRガラス、炭素繊維、アラミド繊維 | 荷重を担持し、樹脂マトリックスが繊維へ応力を伝達する。 | 強度、剛性、寸法安定性、耐食性、異方性 |
共重合又は変性グレードには、ノボラック化、臭素化、ウレタン変性、エラストマー変性、DCPD系樹脂とのブレンド、低スチレン化、スチレンフリー化、UV硬化化、難燃剤配合及び導電フィラー配合などがある。これらは標準ビスフェノールA型と物性及び耐薬品性が異なるため、別グレードとして扱う。
種類
| 種類の名称 | 主成分又は特徴 | 長所 | 短所 | 主な用途 |
|---|---|---|---|---|
| ビスフェノールA型 | ビスフェノールA型エポキシ由来の標準VE | 耐酸、耐アルカリ、耐水、靭性及び加工性のバランスが良い。 | 高温酸化性薬品及び強溶剤ではノボラック型に劣る場合がある。 | 耐食FRP、タンク、配管、ダクト、ライニング |
| ノボラック型 | 多官能ノボラックエポキシ由来で架橋密度が高い。 | 高HDT、高Tg、高温耐食性、耐溶剤性に優れる。 | 粘度、脆さ、硬化収縮及びコストが上がりやすい。 | 高温排ガス設備、溶剤設備、酸化性薬品設備 |
| 臭素化難燃型 | 臭素化エポキシ又は難燃成分を導入したVE | 難燃性と耐食性を両立しやすい。 | 燃焼時ガス、ハロゲン規制、密度、色及びコストに注意する。 | ダクト、スクラバー、電気設備、鉄道・建築関連 |
| エラストマー変性・高伸び型 | ゴム又は柔軟セグメントで変性する。 | 伸び、耐衝撃性、疲労性、接着性及び耐クラック性が向上する。 | 耐熱性、硬度又は耐溶剤性が低下する場合がある。 | 二次接着、補修、スポーツ用品、構造用複合材 |
| 低スチレン・低VOC型 | スチレン量を低減し、蒸散抑制技術又は代替モノマーを用いる。 | 臭気とVOC排出を低減しやすい。 | 粘度、硬化挙動、耐薬品性及び入手性が標準品と異なる。 | 工場内成形、現場施工、環境対応用途 |
| スチレンフリー型 | スチレン以外の反応性希釈剤を使用する。 | スチレン臭及びスチレンばく露を回避できる。 | 代替モノマー固有の臭気、皮膚感作性、コスト及び硬化条件を確認する。 | CIPP、ライニング、低臭用途 |
| 低粘度・インフュージョン型 | 真空注入及びRTM向けに粘度と反応性を調整する。 | 大型積層体への含浸性とボイド低減に優れる。 | 樹脂流動、ゲルタイム、温度上昇及び繊維洗い流しの管理が必要である。 | 船体、風力部材、大型パネル |
| 増粘対応SMC・BMC型 | 酸化マグネシウム等による増粘に対応する配合 | 圧縮成形、量産、自動車構造部材へ適用できる。 | 保管熟成、増粘安定性、収縮及び表面外観の管理が必要である。 | 自動車部品、電池筐体、耐熱構造部材 |
| UV硬化型 | 光開始剤を含むビニルエステル又はエポキシ(メタ)アクリレート | 高速硬化、低温加工、薄膜化に適する。 | 光透過深さ、酸素阻害、影部未硬化及び黄変に注意する。 | コーティング、インキ、接着剤、補修シート |
代表グレード区分
| グレード区分 | 主な改質方法 | 代表的特徴 | 物性への影響 | 主用途 |
|---|---|---|---|---|
| 非強化・標準グレード | ビスフェノールA型VEと反応性希釈剤 | 標準的な耐食性と成形性 | 強度と靭性のバランスが良い。 | 積層、注型、ライニング |
| 耐熱グレード | ノボラック化、高官能化、後硬化設計 | 高Tg、高HDT | 剛性と耐溶剤性が上がるが、脆化する場合がある。 | 高温ダクト、排煙設備 |
| 耐衝撃グレード | エラストマー又はウレタン変性 | 高伸び、耐疲労、耐クラック | 弾性率と耐熱性が低下する場合がある。 | 構造接着、補修、スポーツ用品 |
| 難燃グレード | 臭素化樹脂、リン系難燃剤、ATH等 | 難燃、低炎伝播 | 密度、粘度、発煙性及び耐薬品性が変化する。 | ダクト、電気設備、輸送機器 |
| GF強化グレード | ガラス繊維40~70質量%程度 | 高強度、高剛性、耐食性 | 異方性、界面劣化、繊維露出に注意する。 | タンク、配管、形材、グレーチング |
| CF強化グレード | 炭素繊維50~65質量%程度 | 比強度、比剛性、疲労性 | 導電性、異方性、電食及び高コストに注意する。 | スポーツ、海洋、構造部材 |
| 無機フィラー充填 | シリカ、炭酸カルシウム、ATH等 | 収縮低減、難燃、耐摩耗、コスト調整 | 粘度上昇、靭性低下、耐食性低下の場合がある。 | 床材、モルタル、ライニング |
| 導電・帯電防止 | カーボンブラック、黒鉛、CF等 | 静電気拡散又は導電性 | 電気絶縁性を失い、粘度と脆さが増す場合がある。 | 防爆床、導電タンク、電子用途 |
| 耐候グレード | UV吸収剤、HALS、顔料、ゲルコート | 黄変、白亜化及び光沢低下を抑制する。 | 長期屋外性は表面層設計に依存する。 | 船舶、屋外形材、建築 |
| 食品接触用途向け | 低溶出原料、規定硬化・後硬化 | 食品接触規制へ対応可能な個別グレード | 残留モノマーと抽出物管理が必要である。 | 食品槽、飲料設備 |
| 医療用途向け | 高純度、低溶出、専用配合 | 限定的であり一般VEの代表用途ではない。 | 生体適合性、滅菌及び溶出試験が必須である。 | 個別認証部品 |
| 発泡グレード | 発泡剤又は中空フィラー配合 | 軽量化、断熱性 | 耐食性、強度及び吸水性が変化する。 | サンドイッチ芯材、軽量注型 |
成形加工
ビニルエステル樹脂は液状熱硬化性樹脂であり、熱可塑性樹脂のように乾燥ペレットをシリンダー内で溶融する材料ではない。射出、押出及びブローの評価は、通常の溶融成形ではなく、RTM、反応射出、引抜又はSMC・BMCなどの専用成形を前提として判断する。
| 加工方法 | 適性 | 理由・主な注意点 |
|---|---|---|
| 射出成形 | × | 通常の熱可塑性射出成形には適用しない。BMC射出又は反応射出は専用配合で可能である。 |
| 押出成形 | × | 通常の溶融押出は不可である。引抜成形は別工程として適性が高い。 |
| ブロー成形 | × | 溶融ブロー成形には適用しない。 |
| インフレーション成形 | × | フィルム溶融成形には適用しない。 |
| Tダイフィルム成形 | × | 熱可塑性フィルムとしての成形は不可である。 |
| 真空成形 | × | 硬化済みシートは再加熱成形できない。真空注入成形とは異なる。 |
| 圧空成形 | × | 熱成形用途には適用しない。 |
| 圧縮成形 | ○ | SMC、BMC、プリプレグ及び厚板の専用グレードで可能である。 |
| トランスファー成形 | ○ | 低粘度又はBMC配合で可能であり、金型温度とゲルタイムを管理する。 |
| 回転成形 | △ | 通常の粉末回転成形ではなく、特殊な注型・ライニング工程に限定される。 |
| 発泡成形 | △ | 専用発泡配合又は中空フィラー配合に限られる。 |
| 3Dプリント | △ | 光硬化型又はペースト押出型の専用材料に限られ、一般FRP用VEとは異なる。 |
| ハンドレイアップ | ◎ | 大型耐食FRP、補修及び現場施工に適する。脱泡と積層間隔を管理する。 |
| スプレーアップ | ○ | 大型成形品に適するが、繊維長、樹脂比、スチレン排出及びボイドに注意する。 |
| RTM・VaRTM | ◎ | 低粘度グレードで複雑形状及びクローズドモールドに適する。 |
| 真空注入成形 | ◎ | 大型船体、風力部材及びパネルに適する。流動解析と発熱管理が重要である。 |
| フィラメントワインディング | ◎ | 配管、タンク及び圧力容器に適し、繊維張力と樹脂含有率を管理する。 |
| 引抜成形 | ◎ | 連続形材、グレーチング、ロッド及びチャンネルに適する。 |
| 遠心成形 | ○ | 管及び円筒製品へ適用できる。樹脂分離、気泡及び硬化収縮を管理する。 |
| 注型・樹脂モルタル | ○ | 床材、アンカー、モルタル及び充填用途に適する。厚肉発熱に注意する。 |
| 切削加工 | ○ | 硬化FRPの切削は可能であるが、繊維粉じん、工具摩耗、層間剥離及び端面封止に注意する。 |
| 溶着 | × | 硬化物は再溶融しないため、熱溶着、振動溶着及び超音波溶着には適さない。 |
| 接着 | ○ | 研磨、脱脂、プライマー及び未硬化層の管理により良好な二次接着が得られる。 |
| 塗装・コーティング | ◎ | 耐食ライニング及び塗床に適する。基材水分、プライマー及び表面べたつきを管理する。 |
| 印刷 | △ | 硬化表面の濡れ性、離型剤及びワックスを除去し、密着試験を行う。 |
| めっき | △ | 導電化前処理を含む特殊工程が必要である。 |
| 蒸着 | △ | アウトガス、表面平滑性及び耐熱性を確認する。 |
| レーザーマーキング | △ | 顔料、難燃剤及び表面ゲルコートにより発色が異なる。 |
| 二次成形 | ○ | 二次積層、接着、インサート及びオーバーレイに適する。 |
| インサート成形 | ○ | 金属表面処理、熱膨張差、応力集中及び電食を考慮する。 |
代表的な成形・硬化条件
| 条件項目 | 単位 | 代表的な目安 | 適用・注意点 |
|---|---|---|---|
| 予備乾燥 | - | 該当なし | 液状樹脂でありペレット乾燥は行わない。吸湿したガラス繊維、充填材及び基材は十分に乾燥する。 |
| 樹脂保管温度 | ℃ | 15~25 | 直射日光、熱源及び凍結を避け、メーカー指定期限内に使用する。 |
| 使用時樹脂温度 | ℃ | 18~30 | 低温では粘度上昇、高温ではゲルタイム短縮と発熱増大が起こる。 |
| 許容含水率 | % | グレード依存 | 樹脂、補強材及び基材の水分は硬化、界面及び耐食性を低下させるため、メーカー基準を確認する。 |
| 開始剤添加量 | phr | 0.8~2.0 | MEKP等の一般的目安であり、製品TDS、温度及び希望ゲルタイムを優先する。 |
| 促進剤添加量 | phr | 0.05~0.5 | コバルト濃度及びアミン併用で異なる。開始剤と促進剤を原液同士で直接混合してはならない。 |
| ゲルタイム | min | 10~60 | 積層量、温度、開始剤、促進剤、充填材及び樹脂ロットで変化する。 |
| 金型温度 | ℃ | 20~80 | 常温硬化、RTM又は加熱硬化により異なる。SMC・BMCはより高温となる場合がある。 |
| 成形圧力 | MPa | 0.05~15 | 真空注入から圧縮成形まで工程差が大きく、単一条件に一般化できない。 |
| 真空度 | kPa | -80~-98 | VaRTM及び真空注入の目安であり、リーク、沸騰及び揮発を管理する。 |
| 一次硬化 | h | 8~24 | 室温硬化の一般的目安であり、脱型強度と残留発熱を確認する。 |
| 後硬化温度 | ℃ | 80~150 | 標準型、ノボラック型、製品厚さ及び耐薬品要求により段階昇温する。 |
| 後硬化時間 | h | 2~8 | 高HDT及び耐薬品性を得るために必要な場合がある。急加熱はクラックを招く。 |
| 体積硬化収縮率 | % | 6~9 | 反応性希釈剤、充填材及び低収縮剤で変化する。厚肉部の発熱と収縮応力に注意する。 |
| 推奨肉厚 | mm | 工程依存 | 一括厚盛りを避け、積層設計と発熱計算を行う。 |
| アニール | - | 通常は後硬化として実施 | 熱可塑性樹脂の残留応力除去ではなく、硬化度とTgを高める目的で行う。 |
シリンダー温度、ノズル温度、スクリュー回転数及びホッパードライヤー条件は、一般の液状ビニルエステル樹脂には該当しない。SMC、BMC、反応射出又は特殊ペレット品では専用設備とメーカー条件を使用する。
接合・表面処理適性
| 接合・表面処理 | 適性 | 実務上の要点 |
|---|---|---|
| 二次積層・接着剤接合 | ◎ | 表面のワックス、アミン汚染、離型剤、光沢層及び脆弱層を研磨除去し、適切なVE又はエポキシ系接着剤を使用する。 |
| 機械締結 | ○ | 座面を広くし、局部圧壊、層間剥離、端距離及び締付トルクを管理する。 |
| インサート・タッピングねじ | △ | 応力集中と割れを避け、埋込み形状、接着、ブッシュ及び下穴を設計する。 |
| 熱板・超音波・振動・高周波溶着 | × | 再溶融しないため原則不適である。 |
| レーザー溶着・熱風溶着 | × | 熱可塑性樹脂の溶着機構を利用できない。 |
| 溶剤接着 | × | 硬化物を溶解接合できず、膨潤と強度低下を生じる。 |
| 塗装・ゲルコート | ◎ | 表面処理、プライマー、硬化収縮及び再塗装可能時間を管理する。 |
| コロナ・プラズマ・フレーム処理 | ○ | 表面エネルギー改善に有効な場合があるが、樹脂焼損、繊維露出及び過処理を避ける。 |
| プライマー処理 | ◎ | 金属、コンクリート、セラミックス及び既設FRPへの接着で有効である。基材水分とアルカリ性を確認する。 |
| めっき・導電化 | △ | 粗化、触媒化及び導電層形成が必要であり、耐薬品性と熱膨張差を評価する。 |
代表的な物性値又は機械的性質
下表は、非強化・無充填の標準ビスフェノールA型ビニルエステル硬化物を中心に、複数のメーカー技術資料及び材料データで確認される代表範囲を整理したものである。特定製品の保証値ではなく、比較機能用の一般化された目安である。後硬化、試験規格、試験片厚さ、反応性希釈剤、含水及びグレードにより変動する。
| 項目 | 単位 | 下限値 | 代表値 | 上限値 | 試験規格 | 試験温度℃ | 材料状態 | 信頼度 | 備考 |
|---|---|---|---|---|---|---|---|---|---|
| 密度 | g/cm3 | 1.10 | 1.14 | 1.20 | ISO 1183又はASTM D792相当 | 23~25 | 後硬化・乾燥状態 | B | 非強化標準型。ノボラック型及び難燃型は高くなる場合がある。 |
| 比重 | 無次元 | 1.10 | 1.14 | 1.20 | 代表値 | 23~25 | 後硬化・乾燥状態 | B | 密度と同じ傾向である。 |
| 吸水率・24時間 | % | 0.10 | 0.20 | 0.35 | ASTM D570相当 | 23 | 後硬化・乾燥試験片 | C | 試験片厚さ、硬化度及び表面状態で変化する。 |
| 体積硬化収縮率 | % | 6.0 | 7.5 | 9.0 | 代表値 | - | 無充填配合 | B | 反応性希釈剤と充填材で変化する。 |
| 引張強さ・破断 | MPa | 65 | 80 | 95 | ISO 527又はASTM D638相当 | 23~25 | 後硬化・乾燥状態 | B | 標準ビスフェノールA型の一般範囲。 |
| 引張弾性率 | GPa | 3.0 | 3.3 | 3.8 | ISO 527又はASTM D638相当 | 23~25 | 後硬化・乾燥状態 | B | 高架橋型では上限側となる。 |
| 引張破断伸び | % | 3.0 | 5.0 | 7.0 | ISO 527又はASTM D638相当 | 23~25 | 後硬化・乾燥状態 | B | エラストマー変性型ではさらに高い場合がある。 |
| 曲げ強さ | MPa | 105 | 125 | 150 | ISO 178又はASTM D790相当 | 23~25 | 後硬化・乾燥状態 | B | ノボラック型の代表資料では約130MPaの例がある。 |
| 曲げ弾性率 | GPa | 3.1 | 3.5 | 4.0 | ISO 178又はASTM D790相当 | 23~25 | 後硬化・乾燥状態 | B | ノボラック型の代表資料では約3.8GPaの例がある。 |
| 圧縮強さ | MPa | 100 | 130 | 160 | ASTM D695相当 | 23~25 | 後硬化・乾燥状態 | C | 試験片形状及びボイドの影響が大きい。 |
| せん断強さ | MPa | データなし | データなし | データなし | - | - | - | 0 | 材料群として一般化困難であり、接着又は積層構成ごとに測定する。 |
| アイゾット衝撃強さ・ノッチ付き | kJ/m2 | データなし | データなし | データなし | ISO 180 | 23 | - | 0 | ISOとASTMの単位及び試験片差が大きいため、数値を一般化しない。 |
| バーコル硬さ | - | 35 | 40 | 45 | ASTM D2583又はEN 59相当 | 23~25 | 後硬化状態 | B | 硬化度確認にも用いられる。 |
| ガラス転移温度 | ℃ | 105 | 125 | 145 | DSC又はDMA | - | 標準ビスフェノールA型 | B | ノボラック型では150~180℃程度のグレードがある。 |
| 融点 | ℃ | 該当なし | 該当なし | 該当なし | - | - | 熱硬化性 | A | 三次元架橋体であり明確な融点を持たず、加熱すると軟化後に分解する。 |
| 荷重たわみ温度・1.80MPa | ℃ | 95 | 115 | 135 | ISO 75又はASTM D648相当 | - | 十分に後硬化 | B | ノボラック型では140~160℃以上の例がある。 |
| 連続使用温度 | ℃ | 80 | 100 | 120 | 一般的目安 | - | 空気中・無荷重に近い条件 | C | 薬液中は低下する。メーカーの最高使用温度を優先する。 |
| 短時間耐熱温度 | ℃ | 120 | 140 | 160 | 一般的目安 | - | 短時間・低荷重 | C | ノボラック型又は専用品ではさらに高い場合がある。 |
| 線膨張係数 | 10−5/K | 5.0 | 6.5 | 8.0 | TMA相当 | 23~80 | 非強化硬化物 | C | GF強化では大幅に低下する。 |
| 熱伝導率 | W/(m・K) | 0.18 | 0.22 | 0.30 | 代表値 | 23 | 非充填硬化物 | C | 熱伝導フィラー配合で上昇する。 |
| 体積抵抗率 | Ω・cm | 1×1014 | 1×1015 | 1×1016 | IEC 60093又はASTM D257相当 | 23 | 乾燥状態 | C | 吸湿及び導電フィラーで低下する。 |
| 絶縁破壊強さ | kV/mm | 15 | 20 | 25 | IEC 60243又はASTM D149相当 | 23 | 試験片厚さ依存 | C | ボイド、繊維、含水及び厚さで変化する。 |
| 比誘電率・1MHz | 無次元 | 3.5 | 4.0 | 4.8 | IEC 60250相当 | 23 | 乾燥状態 | C | 周波数及び充填材で変化する。 |
| 誘電正接・1MHz | 無次元 | 0.015 | 0.025 | 0.040 | IEC 60250相当 | 23 | 乾燥状態 | C | 吸湿で増加する場合がある。 |
| 屈折率 | 無次元 | 1.54 | 1.56 | 1.59 | 代表値 | 23 | 透明非充填硬化物 | D | 配合と硬化度依存であり、光学用途では個別測定する。 |
| 光線透過率 | % | データなし | データなし | データなし | 試験片厚さ依存 | - | - | 0 | 標準FRP用樹脂は光学グレードとして一般化できない。 |
信頼度Aは公的規格又はメーカー技術資料で材料分類として確実な事項、Bは複数のメーカー資料で概ね一致する範囲、Cは測定条件又はグレード差が大きい参考範囲、Dは推定値で比較への使用に注意する値、0は評価不能又はデータなしを示す。
強化材を含む代表的な複合材物性
| 項目 | 単位 | 非強化VE硬化物 | VE-GFRP | VE-CFRP | 備考 |
|---|---|---|---|---|---|
| 密度 | g/cm3 | 1.10~1.20 | 1.55~1.95 | 1.40~1.65 | 繊維含有率及び空隙率で変化する。 |
| 強化材含有率 | 質量% | 0 | 40~70 | 50~65 | CFは繊維種類、織物及び樹脂含浸量で変化する。 |
| 引張強さ | MPa | 65~95 | 200~500 | 400~1000以上 | 積層方向、繊維連続性、試験規格に強く依存する。 |
| 引張弾性率 | GPa | 3.0~3.8 | 12~28 | 40~100以上 | CF一方向材ではさらに高く、横方向は低い。 |
| 曲げ強さ | MPa | 105~150 | 300~650 | 500~900 | 積層構成、繊維体積率及び界面で変化する。 |
| 曲げ弾性率 | GPa | 3.1~4.0 | 14~28 | 40~90 | 一方向材と織物材を単純比較しない。 |
| 圧縮強さ | MPa | 100~160 | 200~500 | 300~700 | 繊維座屈、ボイド及び端面状態に依存する。 |
| 荷重たわみ温度 | ℃ | 95~135 | 120~180 | 120~180 | マトリックス樹脂のTg及び後硬化が支配する。 |
| 線膨張係数・主繊維方向 | 10−5/K | 5.0~8.0 | 0.8~2.5 | −0.2~0.8 | CFでは負又は極めて小さい場合がある。 |
| 吸水率・24時間 | % | 0.10~0.35 | 0.10~0.30 | 0.10~0.40 | 端面、ボイド及び界面からの浸入を含む。 |
| 体積抵抗率 | Ω・cm | 1014~1016 | 1012~1015 | 導電性 | CF強化材は電気絶縁用途に適さない。 |
燃焼性・難燃性
| 項目 | 標準VE | 難燃VE | 実務上の注意 |
|---|---|---|---|
| UL 94 | 材料群として一律評価不可。無認証又はHB相当となる場合がある。 | V-0等の認証グレードが存在するが、厚さ、色及び配合を確認する。 | UL認証は個別グレードと試験片厚さに紐づく。 |
| 限界酸素指数・LOI | 概ね19~23%程度の参考範囲 | 概ね25~35%以上となる配合がある。 | 難燃剤、GF、充填材及び試験規格で変化する。 |
| ASTM E84等 | 一般化困難 | 炎伝播及び発煙を抑えたグレードが存在する。 | 実構造物の火災挙動を直接保証しない。 |
| ハロゲン含有 | 通常のビスフェノールA型は骨格上ハロゲンを必須としない。 | 臭素化型はハロゲンを含む。非ハロゲン難燃型もある。 | ハロゲンフリー要求では配合証明を確認する。 |
| 燃焼時発生物 | CO、CO2、すす、未燃炭化水素等 | 臭素化型では腐食性ハロゲン化水素等を生じる可能性がある。 | 換気、避難、煙毒性及び設備腐食を考慮する。 |
耐候性・環境耐久性
| 評価項目 | 一般評価 | 主な劣化 | 改善策・確認事項 |
|---|---|---|---|
| 紫外線耐候性 | △ | 黄変、白亜化、光沢低下、表面樹脂劣化 | 耐候ゲルコート、塗装、UV吸収剤、HALS及び促進耐候試験を用いる。 |
| 屋外使用適性 | ○ | 表面保護なしでは外観と表層物性が低下する。 | 表面層を維持し、定期点検と再塗装を行う。 |
| 熱老化性 | ○ | 酸化、脆化、Tg近傍でのクリープ | 使用温度をTg及びHDTより十分低く設定し、熱老化試験を行う。 |
| 湿熱老化性 | ○ | 吸水、界面劣化、電気特性低下 | 後硬化、低ボイド成形、端面封止及び高温高湿試験を行う。 |
| 耐加水分解性 | ◎ | 高温水、蒸気及び強アルカリではエステル結合が影響を受ける。 | 樹脂選定、後硬化、薬液温度制限及び浸漬試験を行う。 |
| 耐オゾン性 | ○ | 表面酸化及び着色の可能性 | 高濃度オゾンでは個別確認する。 |
| 耐放射線性 | △ | 架橋、鎖切断、変色、脆化 | 線量、線量率及び雰囲気別に評価する。 |
| 耐蒸気・耐沸騰水性 | △ | 吸水、加水分解、界面剥離、白化 | 専用グレードと十分な後硬化を用い、実温度で長期試験する。 |
| 凍結融解耐久性 | ○ | 吸水部の膨張、クラック、界面損傷 | 低ボイド化、端面封止及び凍結融解サイクル試験を行う。 |
耐薬品性
下表は、十分に硬化及び後硬化した標準ビスフェノールA型ビニルエステル樹脂又はVE-GFRPを、原則として無応力で接触させた場合の一般的な目安である。ノボラック型、難燃型、低VOC型及び充填材配合品では結果が異なる。メーカーの薬品別耐食ガイドに最高使用温度が示される場合は、その値を優先する。
| 薬品分類 | 薬品名 | 濃度 | 温度℃ | 接触条件 | 評価 | 主な劣化形態 | 備考 |
|---|---|---|---|---|---|---|---|
| 水 | 水道水 | - | 20~25 | 長期浸漬 | ◎ | 吸水、白化、界面劣化 | 十分な硬化と端面封止で一般に良好である。 |
| 温水 | 温水 | - | 60~80 | 長期浸漬 | ○ | 吸水、Tg低下、界面劣化 | 樹脂グレード、後硬化及び積層構成を確認する。 |
| 熱水・蒸気 | 熱水又は蒸気 | - | 90以上 | 連続 | △ | 加水分解、白化、層間剥離 | 専用グレード以外は長期連続使用を慎重に判断する。 |
| 塩水・海水 | NaCl水溶液・海水 | 3~10% | 20~60 | 長期浸漬 | ◎ | 吸水、界面劣化 | 端面、ボルト孔及び損傷部からの浸入を管理する。 |
| 無機酸 | 塩酸 | 5~20% | 20~60 | 長期浸漬 | ◎ | 樹脂浸透、ガラス界面劣化 | 標準VEの代表的な得意領域である。高温濃塩酸は耐食表を確認する。 |
| 無機酸 | 塩酸 | 30~37% | 20~50 | 長期浸漬 | ○ | 透過、膨潤、界面劣化 | グレード、温度及びガス相条件で変化する。 |
| 無機酸 | 硫酸 | 5~30% | 20~60 | 長期浸漬 | ◎ | 酸化、脱水、発熱 | 濃度と温度の組合せを確認する。 |
| 無機酸 | 硫酸 | 70~98% | 20~40 | 長期浸漬 | △ | 酸化、炭化、発熱、脆化 | 濃硫酸は標準型で一般化できず、専用耐食グレードと実試験が必要である。 |
| 酸化性酸 | 硝酸 | 5~10% | 20~40 | 長期浸漬 | ○ | 酸化、変色、表面劣化 | ノボラック型又は酸化性薬品対応型を検討する。 |
| 酸化性酸 | 硝酸 | 30%以上 | 20~40 | 長期浸漬 | △ | 強い酸化、脆化、発熱 | メーカー耐食表と浸漬試験を必須とする。 |
| 無機酸 | リン酸 | 10~50% | 20~60 | 長期浸漬 | ◎ | 吸水、界面劣化 | 多くの標準VEで良好であるが、高温では確認する。 |
| 有機酸 | 酢酸 | 5~10% | 20~40 | 長期浸漬 | ○ | 膨潤、エステル交換、臭気吸着 | 濃酢酸及び高温では耐溶剤性も考慮する。 |
| 有機酸 | 氷酢酸 | 99%以上 | 20~25 | 長期浸漬 | △ | 膨潤、軟化、強度低下 | ノボラック型を含め個別評価する。 |
| 強アルカリ | 水酸化ナトリウム | 5~20% | 20~60 | 長期浸漬 | ◎ | 表面劣化、ガラス侵食 | 樹脂は良好でもEガラス界面の長期劣化に注意する。 |
| 強アルカリ | 水酸化ナトリウム | 30~50% | 20~60 | 長期浸漬 | ○ | 加水分解、ガラス繊維侵食 | 耐アルカリガラス又は樹脂リッチ耐食層を検討する。 |
| 強アルカリ | 水酸化カリウム | 5~20% | 20~60 | 長期浸漬 | ○ | 加水分解、ガラス侵食 | 濃度及び温度上昇で厳しくなる。 |
| 低級アルコール | メタノール | 原液 | 20~25 | 長期浸漬 | △ | 膨潤、抽出、強度低下 | 小分子で浸透しやすく、標準型とノボラック型で差がある。 |
| 低級アルコール | エタノール | 原液 | 20~25 | 長期浸漬 | ○ | 軽微な膨潤、抽出 | 短時間接触は良好な場合が多いが、燃料混合物は別評価する。 |
| 低級アルコール | IPA | 原液 | 20~25 | 長期浸漬 | ○ | 膨潤、表面白化 | 応力、温度及び残留スチレンの影響を確認する。 |
| 多価アルコール | グリセリン・プロピレングリコール | 原液 | 20~60 | 長期浸漬 | ◎ | 吸水、着色 | 一般に良好である。高温では確認する。 |
| エーテルアルコール | MMB等 | 原液 | 20~25 | 長期浸漬 | △ | 膨潤、軟化、抽出 | エーテル部位と溶解力があるため実液試験を行う。 |
| 脂肪族炭化水素 | n-ヘキサン・n-ヘプタン | 原液 | 20~25 | 長期浸漬 | ○ | 軽微な膨潤、抽出 | 標準型でも比較的良好な場合が多いが、温度上昇で確認する。 |
| 芳香族炭化水素 | トルエン・キシレン | 原液 | 20~25 | 長期浸漬 | △ | 膨潤、軟化、強度低下 | ノボラック型又は耐溶剤専用型を検討する。 |
| ケトン | アセトン | 原液 | 20~25 | 長期浸漬 | × | 著しい膨潤、軟化、クラック | 短時間洗浄でも表面変化を確認する。 |
| ケトン | MEK | 原液 | 20~25 | 長期浸漬 | × | 膨潤、軟化、抽出 | 一般的な標準VEには不適となる場合が多い。 |
| エステル | 酢酸エチル・酢酸ブチル | 原液 | 20~25 | 長期浸漬 | × | 膨潤、軟化、強度低下 | 耐溶剤専用グレードでも個別確認する。 |
| エーテル | THF | 原液 | 20~25 | 長期浸漬 | × | 著しい膨潤、軟化 | 強溶剤であり原則避ける。 |
| ハロゲン化炭化水素 | ジクロロメタン・クロロホルム | 原液 | 20~25 | 長期浸漬 | × | 膨潤、軟化、クラック | 短時間でも急速に浸透する場合がある。 |
| 燃料 | ガソリン・ガソホール | 市販品 | 20~40 | 長期浸漬 | △ | 膨潤、芳香族・アルコール成分の影響 | 燃料組成ごとに専用グレードと耐食表を確認する。 |
| 燃料・油 | 軽油・灯油・鉱油 | 市販品 | 20~60 | 長期浸漬 | ○ | 軽微な膨潤、添加剤抽出 | 一般に良好であるが、高温酸化油では確認する。 |
| 潤滑油・作動油 | 鉱油系 | 市販品 | 20~80 | 長期浸漬 | ○ | 添加剤、熱酸化物による変色 | 合成油、リン酸エステル系作動油は別評価する。 |
| ブレーキ液 | グリコールエーテル系 | 市販品 | 20~60 | 長期浸漬 | △ | 膨潤、抽出、軟化 | 製品組成で差が大きく実液試験が必要である。 |
| 冷却液 | エチレングリコール水溶液 | 30~60% | 20~100 | 長期浸漬 | ○ | 吸水、熱水劣化 | 高温長期では後硬化と界面を確認する。 |
| 界面活性剤・洗浄剤 | 中性洗剤 | 1~5% | 20~60 | 反復接触 | ◎ | 添加剤抽出、表面汚染 | アルカリビルダー、溶剤又は酸化剤を含む場合は個別評価する。 |
| 酸化剤 | 次亜塩素酸ナトリウム | 1~5% | 20~40 | 長期浸漬 | ○ | 酸化、変色、表面劣化 | 濃度、遊離塩素、pH及び温度を確認する。臭素化型又は専用型が有利な場合がある。 |
| 過酸化物 | 過酸化水素 | 3~10% | 20~40 | 長期浸漬 | ○ | 酸化、変色、脆化 | 高濃度又は高温ではノボラック型を含め個別評価する。 |
| 過酸化物 | 過酸化水素 | 30%以上 | 20~40 | 長期浸漬 | △ | 強い酸化、発熱、脆化 | メーカー耐食表と実液試験を必須とする。 |
| 食品油 | 植物油・動物油 | 原液 | 20~80 | 長期接触 | ◎ | 着色、臭気吸着、酸化生成物 | 食品接触は適合グレードと溶出試験を確認する。 |
評価基準は、◎:一般的な条件で影響が小さい、○:概ね使用可能であるが条件確認が必要、△:膨潤、軟化、強度低下、変色又は界面劣化に注意、×:著しい膨潤、分解又は割れが生じる可能性が高い、-:データなし又は評価困難である。
より詳しい一般表はプラスチックの耐薬品性一覧表を参照する。ただし、耐食FRPの採用では一般表よりも個別樹脂メーカーの耐食ガイド及び実液試験を優先する。
SP値(溶解度パラメータ)
ビニルエステル樹脂は三次元架橋する熱硬化性樹脂であり、一般的な熱可塑性樹脂のように平衡溶解する材料ではない。代表的なHildebrand型SP値は、標準ビスフェノールA型硬化物の樹脂相として約19.0~20.5 MPa1/2、ノボラック型を含む広い材料群では約19~22 MPa1/2が推定目安である。実測法及び架橋度による差が大きいため、比較機能では代表値19.8 MPa1/2を参考値として扱い、信頼度D又はC相当とする。
| 樹脂区分 | 単位 | 下限値 | 代表値 | 上限値 | データ信頼度 | 備考 |
|---|---|---|---|---|---|---|
| 標準ビスフェノールA型VE硬化物 | MPa1/2 | 19.0 | 19.8 | 20.5 | C | 架橋樹脂相の推定範囲である。 |
| ノボラック型VE硬化物 | MPa1/2 | 20.0 | 20.8 | 21.5 | D | 高架橋密度及び芳香族骨格を考慮した推定範囲である。 |
| 難燃VE硬化物 | MPa1/2 | 20.0 | 21.0 | 22.0 | D | 臭素化骨格及び充填材により見かけの値が変化する。 |
| VE-GFRP | MPa1/2 | - | 樹脂相を参照 | - | 0 | 複合材全体の単一SP値は定義しにくい。 |
SP値が近い薬品では、完全溶解ではなく膨潤、軟化、可塑化、クラック、界面剥離又は強度低下として現れる場合がある。また、酸、アルカリ、酸化剤、熱水及び反応性薬品は、SP値差が大きくても化学反応により劣化させるため、SP値だけで耐薬品性を判断できない。
溶解性の目安
| SP値差 | 溶解・膨潤の目安 | 判定 |
|---|---|---|
| 0~2 | 膨潤・軟化しやすい。架橋樹脂では溶解より体積膨張及び強度低下として現れやすい。 | × |
| 2~5 | 条件により膨潤する。温度、応力、接触時間及び硬化度の確認が必要である。 | △ |
| 5~8 | 短時間接触では比較的安定な場合がある。長期浸漬では実測確認する。 | ○ |
| 8以上 | SP値上は溶解・膨潤しにくい。ただし化学反応性及び界面劣化を別途確認する。 | ◎ |
SP値から見た耐溶剤性
| 薬品・溶剤 | SP値δ MPa1/2 | SP値差 | SP値判定 | 実務上の注意 |
|---|---|---|---|---|
| 水 | 47.9 | 28.1 | ◎ | SP値差は大きいが、熱水では加水分解及び界面劣化を別途評価する。 |
| グリセリン | 36.1 | 16.3 | ◎ | SP値上は膨潤しにくい。高温及び水分共存を確認する。 |
| メタノール | 29.7 | 9.9 | ◎ | SP値判定は良好側であるが、小分子浸透性により実耐性は低下する場合がある。 |
| エタノール | 26.0 | 6.2 | ○ | 長期浸漬及び燃料混合物では実試験を行う。 |
| IPA | 23.5 | 3.7 | △ | SP値上は注意域であるが、十分に硬化したVEは実用上良好な場合がある。 |
| アセトン | 20.3 | 0.5 | × | 膨潤、軟化及びクラックのリスクが高い。 |
| ジクロロメタン | 20.2 | 0.4 | × | 強い膨潤性が予想される。 |
| MEK | 19.0 | 0.8 | × | 標準型には強溶剤となりやすい。 |
| 酢酸エチル | 18.6 | 1.2 | × | 長期接触では不適となる場合が多い。 |
| THF | 18.5 | 1.3 | × | 強い膨潤及び軟化に注意する。 |
| トルエン | 18.2 | 1.6 | × | SP値上は高リスクであり、実際の耐性はノボラック型等で確認する。 |
| キシレン | 18.0 | 1.8 | × | 芳香族溶剤による膨潤に注意する。 |
| n-ヘプタン | 15.3 | 4.5 | △ | SP値上は注意域であるが、実用上は標準VEで比較的良好な場合がある。 |
| n-ヘキサン | 14.9 | 4.9 | △ | 温度上昇及び長期接触で確認する。 |
上表のSP値差は標準ビスフェノールA型VEの代表値19.8 MPa1/2を基準にした単純差である。未硬化樹脂はスチレン等を含むため、硬化物とは溶解・膨潤挙動が異なる。Hansen溶解度パラメータ、架橋密度、自由体積、拡散係数及び薬品反応性を併用し、最終判断は浸漬後の質量、寸法、硬さ、外観及び残存強度で行う。
環境応力割れ・ESC
ビニルエステル硬化物は架橋体であり、PCやPMMAの典型的な溶剤誘起ESCとは挙動が異なるが、残留収縮応力、ボルト締結応力、鋭いノッチ、繊維端部、硬化不足及び溶剤浸透が重なるとクラック、クレージング、層間剥離又は二次接着界面破壊が生じる。
| 要因 | 影響 | 対策・確認方法 |
|---|---|---|
| 残留硬化収縮応力 | 厚肉部、コーナー、金属インサート周辺でクラックを生じやすい。 | 低発熱配合、分割積層、R付与、段階後硬化及びひずみ測定を行う。 |
| 溶剤接触 | ケトン、エステル、芳香族及び塩素系溶剤で膨潤し、応力下クラックを促進する。 | 定ひずみ又は定荷重の薬液浸漬試験を行う。 |
| ノッチ・加工傷 | 切削端面、孔、ねじ部及び繊維露出部から損傷が進展する。 | 面取り、R加工、端面封止及び加工損傷検査を行う。 |
| 硬化不足 | 低Tg、残留スチレン、膨潤増大及び層間接着不良を生じる。 | Barcol硬さ、DSC残留発熱、DMA又は溶出量で硬化度を確認する。 |
| 温度上昇 | 拡散速度と樹脂鎖運動が増し、薬液劣化とクリープが加速する。 | 実使用最高温度で加速試験し、乾燥HDTだけで判断しない。 |
熱可塑性樹脂で行う一般的なアニール条件をそのまま適用せず、メーカー指定の後硬化スケジュールを使用する。厚肉FRPでは、室温一次硬化後に低温から段階的に昇温し、内部温度差と収縮応力を抑える。
寸法精度・設計特性
| 設計項目 | 一般的傾向 | 設計上の注意 |
|---|---|---|
| 成形収縮 | 無充填樹脂では体積6~9%程度の硬化収縮が生じ得る。 | 充填材、低収縮剤、繊維拘束及び成形法で実寸法収縮は異なる。金型補正前に実成形で測定する。 |
| 異方性 | 連続繊維FRPでは繊維方向と直角方向で強度、弾性率及び熱膨張が大きく異なる。 | 積層理論に基づき荷重方向、織物、マット、ロービング及び耐食層を設計する。 |
| 反り | 片面積層、非対称積層、温度勾配及び収縮差で反りやすい。 | 対称積層、均一硬化、治具拘束及び段階後硬化を行う。 |
| 吸湿寸法変化 | 樹脂吸水は小さいが、長期では界面とボイドから水分が浸入する。 | 端面封止、低ボイド化及び実環境での寸法変化測定を行う。 |
| クリープ | Tgに近い温度、曲げ荷重、ボルト締結及び樹脂リッチ部で増加する。 | 短時間強度を許容応力に使用せず、温度・時間依存クリープ試験から安全率を設定する。 |
| ウェルド・二次接着 | 積層中断面、樹脂過多面及び完全硬化後の平滑面では接着強度が低下する。 | 再積層可能時間を管理し、研磨、清掃及び接着強度試験を行う。 |
| ノッチ感受性 | 切欠き、鋭角、孔端及び繊維切断部で損傷が進展する。 | 十分なR、端距離、局部補強及び面圧分散を設ける。 |
| 金属インサート | 熱膨張差と収縮拘束で周辺割れが生じる。CFRPでは異種金属接触による電食もあり得る。 | 絶縁層、接着プライマー、柔軟中間層及び適切な座面設計を用いる。 |
| 設計許容応力 | 材料データシートの短時間引張強さより大幅に低く設定する必要がある。 | 薬液、温度、湿度、疲労、クリープ、製造ばらつき及び損傷許容性を含む安全率を設定する。 |
品質・成形不良
| 不良現象 | 材料側の主因 | 成形条件側の主因 | 主な対策 |
|---|---|---|---|
| 未硬化・べたつき | 開始剤不足、阻害剤過多、樹脂劣化、水分 | 低温、混合不良、酸素阻害、薄膜 | 計量校正、混合手順、温度管理、空気遮断層及び後硬化を行う。 |
| 発熱焼け・変色 | 高反応性、過酸化物過多、厚肉配合 | 一括厚盛り、高温、断熱、ゲルタイム過短 | 分割積層、低発熱グレード、温度監視及び配合見直しを行う。 |
| 気泡・ボイド | 高粘度、発泡性添加剤、含水 | 高速混合、不十分な脱泡、真空リーク、含浸不足 | 樹脂温調、真空脱泡、ロール脱泡、リーク試験及び流動設計を行う。 |
| 白化 | 吸水、相分離、充填材不適合 | 低温硬化、薬液浸透、結露 | 乾燥、後硬化、適合性確認及びバリア層改善を行う。 |
| クラック | 高収縮、低伸び、高架橋密度 | 厚肉、鋭角、急速後硬化、拘束 | R付与、柔軟グレード、分割積層及び段階昇温を行う。 |
| 層間剥離 | 樹脂相不適合、表面ワックス、硬化過多 | 積層間隔超過、汚染、樹脂不足、繊維浮き | 再積層時間管理、研磨清掃、樹脂比及び圧密を管理する。 |
| 繊維浮き・ドライスポット | 濡れ性不足、高粘度 | 樹脂流路不良、低温、圧密過多、注入口配置不良 | 低粘度グレード、樹脂温調、流動媒体及び工程設計を最適化する。 |
| 反り | 収縮差、積層非対称 | 片面加熱、脱型早過ぎ、治具不足 | 対称積層、均一温度、十分な硬化及び治具保持を行う。 |
| 表面ピンホール | 低沸点成分、チキソ剤、含水 | 過剰撹拌、基材からのガス、急加熱 | 基材乾燥、脱泡、シールコート及び段階硬化を行う。 |
| プレートアウト・析出 | 充填材、ワックス、増粘剤又は添加剤の相溶性不良 | 保管過長、低温、混合不足 | 配合適合性、保管温度及び撹拌条件を見直す。 |
| 金型腐食 | 酸成分、過酸化物、ハロゲン成分 | 樹脂滞留、清掃不足、金型材質不適 | 耐食材、離型剤、洗浄、換気及び滞留防止を行う。 |
| ダイスウェル・メルトフラクチャー | 該当なし | 該当なし | 液状熱硬化性樹脂であり通常の溶融押出不良には該当しない。 |
注意点・劣化故障モード
| 劣化現象 | 主な原因 | 発生しやすい条件 | 外観又は性能への影響 | 予防策 | 推奨確認試験 |
|---|---|---|---|---|---|
| 熱酸化劣化 | 酸素、熱、残留触媒 | 連続高温、空気中、薄肉表面 | 黄変、脆化、強度低下 | 使用温度低減、耐熱グレード、酸化防止設計 | 熱老化後の引張・曲げ・DMA |
| 紫外線劣化 | UV、酸素、水分 | 屋外、透明又は無塗装表面 | 黄変、白亜化、光沢低下 | 耐候ゲルコート、塗装、UV安定剤 | キセノン又はサンシャイン試験 |
| 加水分解 | 水、酸又はアルカリ、熱 | 熱水、蒸気、強アルカリ、高温薬液 | 白化、質量変化、強度低下 | 樹脂選定、十分な後硬化、温度制限 | ASTM C581相当浸漬、熱水試験 |
| 膨潤・溶剤劣化 | 溶剤と樹脂相の高い親和性 | ケトン、エステル、芳香族、塩素系溶剤 | 軟化、寸法増加、クラック | ノボラック型又は代替材、バリア層 | 質量・寸法・硬さ・強度保持率 |
| 応力割れ・クラック | 収縮応力、ノッチ、溶剤、熱サイクル | 厚肉、インサート、孔、拘束部 | 漏れ、層間剥離、破断 | R設計、柔軟グレード、段階硬化 | 薬液中定ひずみ試験、熱サイクル |
| 疲労破壊 | 繰返し荷重、界面損傷 | 圧力変動、振動、波浪、温度サイクル | 剛性低下、白化、層間剥離 | 積層最適化、ボイド低減、損傷許容設計 | S-N試験、圧力サイクル |
| クリープ破壊 | 長期荷重、Tg接近、樹脂リッチ部 | 高温、曲げ、締結、支持間隔過大 | たわみ、座屈、漏れ | 長期設計応力低減、支持追加 | 温度別クリープ試験 |
| 添加剤ブリード・抽出 | 低分子添加剤、未反応モノマー | 薬液浸漬、食品接触、温度上昇 | 表面べたつき、臭気、溶出 | 適合グレード、後硬化、抽出物管理 | 溶出試験、GC-MS、質量変化 |
| アウトガス | 残留スチレン、低分子、吸着水 | 真空、高温、電子・光学用途 | 汚染、臭気、接着不良 | 高硬化度、低VOC配合、真空ベーク | TML/CVCM又は用途別アウトガス試験 |
| 金属腐食・電食 | 酸性成分、吸湿、CFRPと金属の電位差 | 海水、導電性CF、異種金属接触 | 金属減肉、接合部劣化 | 絶縁層、シール、適正金属選定 | 塩水噴霧、電気化学試験 |
| 摩耗粉発生 | 摺動、繊維露出、研磨性充填材 | 無潤滑摺動、流体固体粒子、切削面 | 摩耗、汚染、繊維露出 | 耐摩耗ライナー、表面樹脂層、潤滑 | 摩耗試験、表面観察 |
| 食品・薬液への溶出 | 残留モノマー、促進剤、顔料、添加剤 | 食品接触、純水、溶剤性内容物 | 臭味、汚染、規制不適合 | 適合グレード、規定後硬化、洗浄 | 総溶出、特定移行、官能試験 |
| 滅菌劣化 | 蒸気、放射線、薬剤 | オートクレーブ、γ線、過酸化水素 | 変色、脆化、吸水、強度低下 | 医療専用材料又は代替樹脂 | 滅菌繰返し後の物性・溶出 |
法規制・認証
| 法規制・認証 | 材料群としての一般的な位置づけ | 確認事項 |
|---|---|---|
| RoHS | 適合可能なグレードが存在する。 | 臭素系難燃剤、鉛、カドミウム、水銀、六価クロム及びフタル酸エステル等を個別証明で確認する。 |
| REACH・SVHC | EU域内供給品は登録及びSDS管理の対象となる。 | スチレン、添加剤、触媒及び最新SVHC候補物質を製品SDSと宣言書で確認する。 |
| ELV | 自動車用途向けに対応可能なグレードがある。 | 禁止物質、リサイクル性及び自動車メーカー規格を確認する。 |
| PFAS関連規制 | ビニルエステル骨格自体は通常PFASを必須としない。 | 離型剤、界面活性剤、難燃剤及び表面処理にPFASが含まれないことをサプライヤーへ確認する。 |
| TSCA・Proposition 65 | 米国向けは構成成分及びばく露表示の確認が必要である。 | スチレン、触媒、顔料及び副成分の対象可否を確認する。 |
| FDA食品接触 | 適切に配合及び硬化した特定グレードが21 CFR 177.2420等へ対応可能な場合がある。 | メーカーの適合書、使用温度、食品種、繰返し使用条件及び後硬化条件を確認する。 |
| EU食品接触規則 | 個別グレードと最終成形品で評価する。 | 総移行、特定移行、未反応モノマー及び多層構成を確認する。 |
| 日本の食品衛生法・ポジティブリスト | 適合グレードが存在し得る。 | 合成樹脂区分、使用可能物質、添加量、使用温度及び最終製品の溶出試験を確認する。 |
| USP Class VI・ISO 10993 | 一般的なFRP用VE材料群として一律の適合はない。 | 医療専用グレード、生体適合性、抽出条件、滅菌及び製造変更管理を確認する。 |
| UL認証 | 難燃又は電気用途向けの個別認証グレードが存在する。 | ULファイル、色、厚さ、製造拠点及び用途区分を確認する。 |
| 鉄道・航空・船級 | 難燃、構造及び船舶用途で認証グレードが存在する。 | ASTM E84、EN 45545、FAR/CS、DNV、Lloyd’s、RINA等の個別証明を確認する。 |
| ハロゲンフリー | 標準VEはハロゲンを必須としないが、難燃型には臭素化品が多い。 | IEC 61249等の定義と製品分析値を確認する。 |
| ISCC PLUS・バイオマス認証 | マスバランス又はバイオ原料導入品が開発・供給される場合がある。 | 認証範囲、割当方法、バイオ含有率及び製造拠点を確認する。 |
規制適合はメーカー、グレード、色、添加剤、製造拠点、用途、温度、食品種、接触時間及び最終硬化条件によって異なる。「一般に対応可能」「適合グレードが存在する」「個別証明が必要」を区別し、材料名だけで適合を断定しない。
環境・リサイクル性
| 項目 | 評価・位置づけ | 注意点 |
|---|---|---|
| 熱可塑性又は熱硬化性 | 熱硬化性 | 硬化後は再溶融及び再成形できない。 |
| マテリアルリサイクル | △ | 粉砕して充填材又はセメント原料等へ利用できる場合があるが、繊維長と物性は失われる。 |
| ケミカルリサイクル | 研究・実証段階 | 熱分解、加溶媒分解及び超臨界処理等で樹脂分解又は繊維回収が検討される。 |
| サーマルリサイクル | 可能な場合がある。 | 発熱量、灰分、ガラス繊維、臭素系難燃剤及び排ガス処理を考慮する。 |
| 再生材利用 | 限定的 | 粉砕再生材を充填材として使用できるが、粘度、靭性、耐食性及び外観が低下し得る。 |
| 識別表示 | 一般的な熱可塑性樹脂識別コードの対象外となる場合が多い。 | FRP、マトリックス樹脂及び強化繊維を製品仕様書に表示する。 |
| バイオベース材 | バイオ由来エポキシ又は反応性モノマーを用いた開発品がある。 | バイオベースであっても生分解性とは限らない。 |
| 生分解性・コンポスト性 | 一般にない。 | 架橋芳香族樹脂であり、工業コンポスト適合材料ではない。 |
| 焼却時の注意 | 標準型はC、H、Oを主体とするが、難燃型はハロゲンを含む場合がある。 | 適切な焼却温度、排ガス処理及び法令対応が必要である。 |
| LCA上の一般的特徴 | 長寿命、軽量化及び耐食による保守低減が利点となり得る。 | 原料、スチレン排出、繊維製造、寿命及び廃棄を含む製品単位評価が必要である。 |
価格・供給性
| 項目 | 相対評価 | 説明 |
|---|---|---|
| 価格帯 | 比較的高価格 | 一般的な不飽和ポリエステル樹脂より高く、高性能エポキシ樹脂又はフッ素樹脂ライニングより低い場合が多い。市況、スチレン、エポキシ原料、難燃仕様及び購入量で変動する。 |
| 汎用的な流通性 | ○ | 耐食FRP、船舶及び複合材料の専門流通で入手できる。熱可塑性汎用樹脂ほど一般小売流通は多くない。 |
| 国内入手性 | ○ | 国内メーカー及び海外ブランドの代理店から供給される。特殊グレードは受注又は輸入となる場合がある。 |
| 少量購入 | △ | 一斗缶等で入手可能な製品もあるが、専門用途品はドラム又は最低ロットが設定される場合がある。 |
| 供給形態 | 液状樹脂、促進済み樹脂、チキソ型、ゲルコート、パテ、SMC・BMC用樹脂 | 開始剤は通常別梱包であり、保管・輸送区分を確認する。 |
| 素材形状 | 硬化板、FRP板、丸棒、形材、グレーチング、管、タンク | 樹脂単体よりもGFRP成形品として流通することが多い。 |
| 特注性 | 高い | ゲルタイム、粘度、色、難燃、耐食、低VOC、食品接触及び成形法に応じた特注設計が行われる。 |
製法
代表的な製造経路は、エポキシ樹脂のオキシラン環へメタクリル酸又はアクリル酸を開環付加し、両末端へ不飽和エステル基を導入する方法である。反応には触媒及び重合禁止剤を用い、酸価とエポキシ当量を管理しながら反応を完結させる。その後、スチレン又は代替反応性希釈剤で粘度を調整し、安定剤、チキソ剤、促進剤及び用途別添加剤を配合する。
| 工程 | 主原料・操作 | 管理項目 | 主な注意点 |
|---|---|---|---|
| 原料選定 | ビスフェノールA型、ビスフェノールF型又はノボラック型エポキシ樹脂と(メタ)アクリル酸を選定する。 | エポキシ当量、官能度、酸純度、水分 | 原料構造が耐熱性、粘度、靭性及び耐薬品性を支配する。 |
| 付加反応 | エポキシ環へ不飽和一塩基酸を開環付加する。 | 反応温度、酸価、触媒、重合禁止剤、発熱 | 不飽和基の不要な重合を防ぎつつ未反応酸を低減する。 |
| 希釈・調整 | スチレン又は代替反応性希釈剤を加え、粘度と固形分を調整する。 | 粘度、モノマー量、保存安定性、色 | 高温下での添加は暴走重合とVOC放散に注意する。 |
| コンパウンド | 促進剤、チキソ剤、充填材、顔料、難燃剤、低収縮剤等を配合する。 | 分散、沈降、粘度、反応性、耐食性 | 充填材やチキソ剤は耐食性を低下させる場合がある。 |
| 強化・成形 | ガラス繊維、炭素繊維等へ含浸し、積層、RTM、引抜、FW又は圧縮成形する。 | 樹脂含有率、ボイド、繊維配向、ゲルタイム | 耐食層と構造層を分けて設計する場合が多い。 |
| 硬化 | MEKP、BPO等の開始剤を使用直前に添加し、常温又は加熱硬化する。 | 開始剤量、促進剤量、温度、発熱、時間 | 開始剤と促進剤の直接接触を避け、適切な防爆・換気・保護具を用いる。 |
| 後硬化 | 段階昇温して残留反応を進める。 | 内部温度、昇温速度、保持時間、Tg | 厚肉品は温度勾配と収縮応力を抑える。 |
| 検査・出荷 | 硬さ、外観、寸法、ガラス含有率、機械特性及び耐食性を確認する。 | Barcol硬さ、ボイド、層間接着、残留発熱 | 用途に応じて浸漬、圧力、漏れ及び非破壊検査を行う。 |
ビニルエステル樹脂は、通常ペレット化しない。SMC、BMC又はプリプレグとして半製品化する場合は、樹脂へ増粘剤、低収縮剤、充填材、離型剤及び強化繊維を配合し、シート又はバルク状に熟成させる。耐食用途では、樹脂リッチな耐食層、サーフェイスマット層及び構造層を区分し、充填材が耐食表面へ露出しないよう設計する。
詳細な利用用途
| 分野 | 用途例 | 採用理由 | 主な注意点 |
|---|---|---|---|
| 化学プラント | 薬液タンク、反応槽、配管、ダクト、スクラバー、吸収塔 | 酸、アルカリ、塩類及び腐食性ガスへの耐性、軽量性 | 薬品別最高温度、ガス相、摩耗、静電気及び難燃性を確認する。 |
| 水処理・下水 | 薬注槽、排水槽、脱臭塔、下水コンクリート防食 | 耐水、耐酸、耐次亜塩素酸塩、施工性 | 硫酸生成環境、湿潤基材、ピンホール及び付着強度を管理する。 |
| 電力・環境設備 | 排煙脱硫装置、煙突ライニング、湿式電気集じん設備 | 酸性凝縮液、塩化物及び高温湿潤ガスへの耐性 | 温度勾配、熱サイクル、難燃及びガス透過を評価する。 |
| 鉱業・金属精錬 | 溶媒抽出槽、酸洗槽、配管、ライニング | 酸、塩類、スラリー及び腐食環境への対応 | 摩耗、溶剤組成、帯電及び高温条件を確認する。 |
| 船舶・海洋 | 船体、デッキ、バリア層、海水配管、補修 | 耐水、耐浸透、耐疲労、GFとの接着性 | 浸透圧ブリスター、紫外線、海水疲労及び船級を確認する。 |
| 風力・エネルギー | ブレード、ナセル部材、接着及び補修 | 高強度、疲労性、真空注入適性 | 大型積層の発熱、流動、接着、雷保護及び長期疲労を評価する。 |
| 土木・建築 | 床材、コンクリートライニング、グレーチング、引抜形材 | 耐薬品、軽量、施工性、電気絶縁性 | 防火、滑り、摩耗、基材水分及び屋外耐候性を確認する。 |
| 自動車・輸送 | SMC/BMC構造部品、電池筐体、耐熱シールド | 高強度、耐熱、耐薬品、量産圧縮成形 | 難燃、衝突、電池電解液、寸法及びリサイクル要求を確認する。 |
| 電気・電子 | 絶縁部品、耐食筐体、プリント関連材料、接着・コーティング | 電気絶縁、耐熱、接着、耐薬品 | 吸湿、誘電特性、イオン性不純物、難燃及びアウトガスを確認する。 |
| 食品・飲料設備 | 食品槽、配管、排水設備、床 | 耐水、耐洗剤、成形自由度 | 食品接触適合グレード、後硬化、溶出、臭気及び洗浄薬品を確認する。 |
| 機械・設備 | ポンプケーシング、ファン、カバー、耐食ローラー | 耐食、軽量、複雑形状への対応 | 回転バランス、摩耗、疲労、締結及び修理性を確認する。 |
| 塗料・コーティング | 重防食塗膜、ライニング、塗床、UV硬化塗膜 | 高架橋、耐薬品、速硬化、接着性 | 表面酸素阻害、厚膜発熱、基材水分及び再塗装性を管理する。 |
用途別選定
| 用途 | 適性 | 理由・注意点 |
|---|---|---|
| ギア | △ | 成形一体のFRPギアは可能だが、摩耗、歯面精度及び繊維配向に制約がある。 |
| 軸受・ブッシュ | △ | 摺動フィラー配合専用品を除き、標準VEは摩擦・摩耗用途の第一選択ではない。 |
| ローラー・摺動板 | △ | 耐食ローラーには適するが、摺動面にはライナー又は充填材設計が必要である。 |
| ねじ・ボルト・ナット | △ | 引抜FRP締結材はあるが、ねじ山圧壊、クリープ及びトルク管理に注意する。 |
| ポンプ部品 | ○ | ケーシング、インペラ及びカバーに適するが、キャビテーションと摩耗を評価する。 |
| バルブ部品 | ○ | 耐食ボディに適する。シール面精度、締結及び薬液透過を確認する。 |
| シール・ガスケット・Oリング | × | 硬質熱硬化物であり弾性シール材には適さない。 |
| チューブ・ホース | △ | 硬質FRP管には適するが、可とうホースには適さない。 |
| 配管 | ◎ | 耐食FRP管及びフィラメントワインディング管の主要用途である。 |
| タンク | ◎ | 耐酸、耐アルカリ、耐塩及び大型成形性を活かせる。 |
| フィルム・シート | △ | 硬化板又はライニングシートは可能だが、熱可塑性フィルムにはならない。 |
| ボトル・容器 | △ | 大型FRP容器には適するが、ブロー成形小型容器には不適である。 |
| 電気コネクタ・ソケット | △ | BMC専用配合で可能だが、一般VE液状樹脂の主用途ではない。 |
| 絶縁部品 | ○ | GF強化品は絶縁構造材に適する。吸湿及び難燃規格を確認する。 |
| 電子部品筐体 | ○ | 耐食・難燃筐体に適するが、表面外観と量産性を確認する。 |
| 一般筐体 | ○ | 大型又は耐食筐体に適する。汎用筐体ではコストと成形速度で熱可塑性樹脂が有利である。 |
| 透明カバー・レンズ | × | 黄変、収縮、光学均一性及び耐候性から一般に不適である。 |
| 自動車内装 | △ | SMC/BMC専用配合は可能だが、VOC、外観、量産性及びリサイクル性に注意する。 |
| 自動車外装 | ○ | SMC、パネル及びカバーに適する。表面平滑性と耐候塗装が必要である。 |
| エンジンルーム部品 | ○ | 耐熱VE-SMCは適するが、油、冷却液、熱老化及び難燃を確認する。 |
| 燃料系部品 | △ | 燃料組成、芳香族及びアルコール混合率により膨潤するため専用グレードが必要である。 |
| 食品機械部品 | ○ | 適合グレードと十分な後硬化でタンク、カバー及び排水設備へ使用できる。 |
| 医療機器部品 | △ | 一般グレードでは生体適合性を保証できず、専用認証と溶出試験が必要である。 |
| 滅菌部品 | × | 蒸気滅菌及び放射線滅菌の繰返しには一般に不向きである。 |
| 半導体製造装置部品 | ○ | 耐薬品槽、ダクト及び筐体に適するが、金属汚染、アウトガス及び高純度要求を確認する。 |
| 真空装置部品 | △ | アウトガスと残留モノマーのため、高真空では専用配合と真空ベークが必要である。 |
| 建築部材 | ○ | グレーチング、引抜形材、パネル及び防食床に適する。 |
| 屋外部品 | ○ | 表面保護を施せば使用可能である。UVと凍結融解を確認する。 |
| 接着剤 | ○ | 二次積層、アンカー及び構造接着へ使用できるが、エポキシとの比較が必要である。 |
| 塗料・コーティング | ◎ | 耐食ライニング、塗床及び重防食用途に適する。 |
| 複合材料マトリックス | ◎ | VEの代表用途であり、GFRP、CFRP及びAFRPへ適用できる。 |
用途別評価は材料群としての一般的傾向である。実使用では、グレード、繊維構成、荷重、温度、薬品濃度、湿度、寿命、法規制、成形品質、補修方法及び検査基準を確認する。
関連材料との比較
| 比較材料 | 特徴 | ビニルエステル樹脂との違い |
|---|---|---|
| 不飽和ポリエステル樹脂 | 低コストで常温硬化と大型FRP成形に適する。 | VEは一般に耐薬品性、耐水性、靭性及び二次接着性に優れるが、価格は高い。 |
| エポキシ樹脂 | 低収縮、高接着、高強度でCFRP及び接着用途に強い。 | VEは硬化が速く、スチレン希釈で低粘度化しやすい。エポキシは低収縮と接着信頼性に優れる場合が多い。 |
| エポキシアクリレート | UV・EB硬化塗料、インキ及び接着剤に多用される。 | 化学構造は近いが、VEはFRP用スチレン希釈・熱ラジカル硬化品を指すことが多く、用途と配合が異なる。 |
| フェノール樹脂 | 難燃、低発煙、耐熱及び寸法安定性に優れる。 | VEは靭性、耐薬品性及び成形作業性に優れやすい。フェノールは火災安全性を重視する用途で有利である。 |
| ポリウレタン | 柔軟性、弾性、耐摩耗及び接着性を広く設計できる。 | VEは高剛性、高耐食FRPに向き、PUは弾性塗膜、シール、フォーム及び耐摩耗用途に向く。 |
| ガラス繊維強化プラスチック | ガラス繊維と各種樹脂からなる複合材料である。 | VEはGFRPのマトリックス候補であり、VE-GFRPは耐食タンク、配管及び形材に多用される。 |
| 炭素繊維強化プラスチック | 高比強度、高比剛性及び疲労特性を持つ複合材料である。 | VE-CFRPは高速硬化と耐薬品性を活かせるが、エポキシCFRPより接着・航空宇宙実績が限定される場合がある。 |
| フッ素樹脂 | 極めて高い耐薬品性、低摩擦及び耐候性を持つ。 | フッ素樹脂は強溶剤や高純度薬品に強いが、接着、剛性及び大型構造ではVE-GFRPが有利な場合がある。 |
比較用評価スコア
| 評価項目 | スコア | 評価理由 |
|---|---|---|
| 引張強度 | 4 | 硬化樹脂単体で高く、繊維強化により大幅に向上する。 |
| 剛性 | 3 | 非強化は標準的であり、GF・CF強化で高くなる。 |
| 衝撃強度 | 4 | UPより靭性に優れ、エラストマー変性型はさらに向上する。 |
| 耐熱性 | 4 | 標準型は中高温、ノボラック型は高温用途に対応できる。 |
| 低温特性 | 3 | 一般に使用可能だが、脆化と熱サイクルを確認する。 |
| 耐薬品性 | 5 | 酸、アルカリ、塩及び漂白剤に強いグレードが多い。 |
| 耐候性 | 2 | 無保護では黄変及び白亜化しやすい。 |
| 耐加水分解性 | 4 | UPより優れるが、熱水、蒸気及び高温アルカリでは確認が必要である。 |
| 寸法安定性 | 3 | 繊維強化で良好だが、硬化収縮と異方性がある。 |
| 低吸水性 | 4 | 硬化樹脂は吸水が小さいが、FRP界面と端面が支配する。 |
| 摺動性 | 2 | 標準樹脂は摺動用途の第一選択ではない。 |
| 耐摩耗性 | 3 | 充填材及び表面設計で改善できるが、繊維露出に注意する。 |
| 電気絶縁性 | 4 | 乾燥状態で良好であり、GF強化絶縁部材に適する。 |
| 難燃性 | 3 | 標準型は可燃性だが、難燃グレードが存在する。 |
| 透明性 | 2 | 淡色透明硬化物は得られるが、光学材料としては一般的でない。 |
| 成形加工性 | 4 | 液状含浸、常温硬化及び多様なFRP成形法に適する。 |
| 切削加工性 | 3 | 加工可能だが、繊維粉じん、工具摩耗及び層間剥離がある。 |
| 接着性 | 4 | 水酸基と極性骨格により二次接着性を確保しやすい。 |
| リサイクル性 | 1 | 熱硬化性で再溶融できず、回収方法が限定される。 |
| 価格優位性 | 2 | UPより高価であるが、高合金やフッ素樹脂設備より総コストが有利な場合がある。 |
スコアは5:非常に優れる、4:優れる、3:標準的、2:やや劣る、1:劣る、0:評価不能又はデータなしである。特定グレードの最高性能ではなく、材料群全体の一般的傾向を評価している。
代表的なメーカー
| メーカー | 代表製品・ブランド | 概要 |
|---|---|---|
| DIC株式会社 | EPICLON(旧DICLITE)ビニルエステル樹脂 | FRP用、耐食ライニング用及びUV硬化型などのビニルエステル樹脂を展開する。個別グレードの耐食性、食品接触及び硬化条件は最新資料で確認する。 |
| 株式会社レゾナック | リポキシ | 耐食FRP、積層、ライニング及び複合材料向けビニルエステル樹脂を展開する。関連施工材料としてショウゼット系防食工法がある。 |
| MGCウッドケム株式会社 MGC NEXT | ユピカ事業部のビニルエステル樹脂 | 不飽和ポリエステル、ビニルエステル、ウレタンアクリレート及び成形材料を複合材料分野へ供給する。 |
| ALTA Performance Materials | DERAKANE | 耐食FRP用エポキシビニルエステル樹脂の主要ブランドであり、標準ビスフェノールA型、ノボラック型、難燃型及びSMC・BMC向けを展開する。 |
| Polynt Group | DISTITRON、DION、EPOVIA OPTIMUM | 耐食、耐熱、低スチレン、スチレンフリー、インフュージョン及びSMC・BMC向けの製品群を展開する。 |
| Swancor Holding | SWANCOR 901、905、907、980シリーズ | 標準ビスフェノールA型、難燃型、ノボラック耐熱型及び高伸び型の耐食VEを展開する。 |
| Interplastic Corporation | CoREZYN CORVE | 耐食、難燃、船舶、引抜及び成形用途向けのビニルエステル樹脂を展開する。 |
メーカー名、事業主体及びブランド保有者は事業譲渡又は組織再編で変更される場合がある。採用時には、最新の製品サイト、SDS、TDS、耐食ガイド及び供給証明を確認する。
推奨確認試験
| 試験 | 推奨条件例 | 主な評価項目 |
|---|---|---|
| 実薬品浸漬試験 | 実液、実濃度、常用温度及び最高温度、168h、1000h、3000h以上 | 質量、寸法、外観、Barcol硬さ、引張・曲げ保持率、液汚染 |
| 耐食FRP試験 | ASTM C581相当、実際の耐食層及び構造層を用いる。 | 外観、重量変化、曲げ保持率、界面、ガラス露出 |
| 応力負荷下薬液試験 | 実部品相当ひずみ又は設計応力、実液、最高温度 | クラック発生時間、漏れ、残存強度 |
| 熱水・加水分解試験 | 60~100℃水又は蒸気、実使用時間を考慮した加速条件 | 吸水、白化、Tg、界面剥離、強度保持率 |
| 高温高湿試験 | 85℃・85%RH等、用途に応じ500~2000h | 吸湿、絶縁性、接着、寸法、外観 |
| 熱老化試験 | 使用温度及び上限温度、500~3000h | 重量、色、Tg、引張・曲げ、脆化 |
| ヒートサイクル試験 | 低温~最高使用温度、100~1000サイクル | クラック、層間剥離、インサート周辺損傷 |
| クリープ試験 | 実温度、実応力、1000h以上 | たわみ、ひずみ速度、破断時間 |
| 疲労試験 | 実荷重波形、応力比、105~107回 | S-N特性、剛性低下、損傷進展 |
| 摩耗・摩擦試験 | 実相手材、面圧、速度、温度、潤滑及び薬液共存 | 摩擦係数、比摩耗量、表面損傷 |
| 硬化度確認 | 成形直後及び後硬化後 | Barcol硬さ、DSC残留発熱、DMA Tg、残留モノマー |
| 成形品質確認 | 実金型、実厚さ、実積層 | ボイド率、樹脂含有率、ガラス含有率、層間せん断、超音波検査 |
| 難燃性試験 | 製品厚さ、色、補強材及び実構成 | UL 94、LOI、ASTM E84、発煙、燃焼ガス |
| 接着性試験 | 実基材、実表面処理、乾燥及び薬液浸漬後 | 引張接着、せん断、破壊モード |
| 溶出・食品接触試験 | 食品疑似溶媒、使用温度及び接触時間 | 総移行、特定移行、臭味、残留スチレン |
| アウトガス試験 | 真空、高温又はクリーン用途の実条件 | TML、CVCM、GC-MS、付着汚染 |
| 実部品耐久試験 | 圧力、薬液、温度、振動及び熱サイクルを複合化 | 漏れ、変形、損傷、保守性及び寿命 |
用途決定前には、実際の樹脂グレード、開始剤・促進剤、後硬化、繊維種類、積層構成、充填材、表面層及び施工条件を再現した試験片を使用する。温度、濃度、時間、荷重、応力、湿度、繰返し回数及び試験片形状を記録し、初期値だけでなく保持率と破壊モードで判定する。
関連キーワード
ビニルエステル樹脂 | VE | Vinyl Ester Resin | エポキシビニルエステル | エポキシメタクリレート | メタクリル酸 | スチレン | 不飽和ポリエステル樹脂 | エポキシ樹脂 | エポキシアクリレート | ガラス繊維強化プラスチック | 炭素繊維強化プラスチック | 複合材料 | 耐食FRP | ハンドレイアップ | RTM | フィラメントワインディング | 引抜成形 | 耐薬品性 | SP値 | 環境応力割れ | ASTM C581 | UL 94 | 熱硬化性樹脂